
 |











HDG Cuplock系统标准
EK Scaffolding
730890000
48.3x3.2mm
Q235
热浸镀锌
取决于长度
产品描述
手工焊是指手工电弧焊。首先用点焊将底杯和定位销固定在杯锁立管上,然后进行满焊。焊接方向是从下到上,确保组件牢固地焊接到杯锁立管上,避免直立焊接中常见的焊道或气孔缺陷。
机器焊接包括二氧化碳气体保护焊和电阻焊。气体保护焊熔深大、飞溅少、自动化程度高,适合大批量生产。大多数脚手架制造商都使用二氧化碳气体保护焊。电阻焊设备投资成本较高,但对母材热影响区较小,接头强度可达到母材强度的95%以上。它通常用于杯锁垂直管延伸。
杯锁标准焊接要点及质量控制
1、杯锁立管与杯锁的焊接面需打磨光滑,避免油污、水分等杂质影响焊接质量。
2、焊缝应无裂纹、未熔合等缺陷,咬边深度≤0.5mm(按JGJ 166-2016规定)。
3、对于Q345等高强度钢,需进行250℃、2小时的焊后处理,以降低氢致开裂的风险。
EK Cuplock脚手架垂直焊接主要分为三个步骤:
1、调整工装设备距离,确定底杯间距。使用点焊将底部杯和定位销固定到垂直管上。
2、定位销全焊,确保定位销牢固地固定在立管上。
3、底杯全焊缝,保证底杯的稳定性,保证施工和使用中的安全指标。
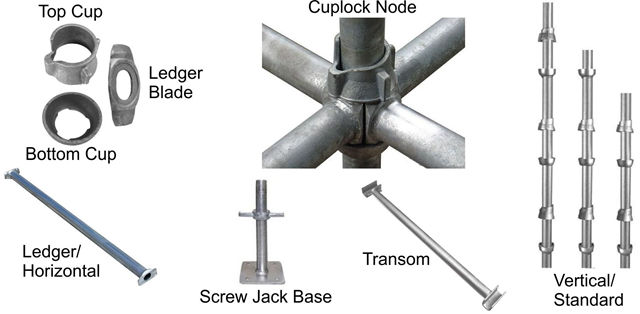
1)Cuplock脚手架的主要部分
2)带有钉子的Cuplok脚手架的系统标准

代码 | 长度 | 重量 | ||
EK-CLS001 | 0.5 m | 1'8” | 3.40公斤 | 7.50磅 |
EK-CLS002 | 1.0 m | 3'3” | 6.10公斤 | 13.45磅 |
EK-CLS003 | 1.5 m | 4'11” | 8.72公斤 | 19.22磅 |
EK-CLS004 | 2.0 m | 6'6” | 11.34公斤 | 25.00磅 |
EK-CLS005 | 2.5 m | 8'2” | 13.95公斤 | 30.75磅 |
EK-CLS006 | 3.0 m | 9'10” | 16.57公斤 | 36.53磅 |
3)scaflok Cuplock脚手架标准没有钉子

代码 | 长度 | 重量 | ||
EK-CLS007 | 0.8 m | 2'7” | 4.56公斤 | 10.05磅 |
EK-CLS008 | 1.3 m | 4'3” | 7.18公斤 | 15.83磅 |
EK-CLS009 | 1.8 m | 6' | 9.79公斤 | 21.58磅 |
EK-CLS010 | 2.3 m | 7'6” | 12.41公斤 | 27.36磅 |



















